今年の夏は家の前に置いた気温計が40度を超えるような暑さが続いた。それに夏の終わりに持病とも言えるものを12年ぶりに患った。それを理由に仕事を一休みして読書と身辺整理などについやす。身辺整理にはこれからの仕事のやり方と道楽の整理も含まれる。と言うかそれが主だ。

古いレタリングペンで落書き
私の場合、もともと道楽を間違って仕事にしてしまった。それで今のように半分リタイアのような状態になるとその境がつきにくい。今回紹介する道具も仕事のそれと屁理屈をつけて求めたものだが限りなく道楽の玩具に近い。
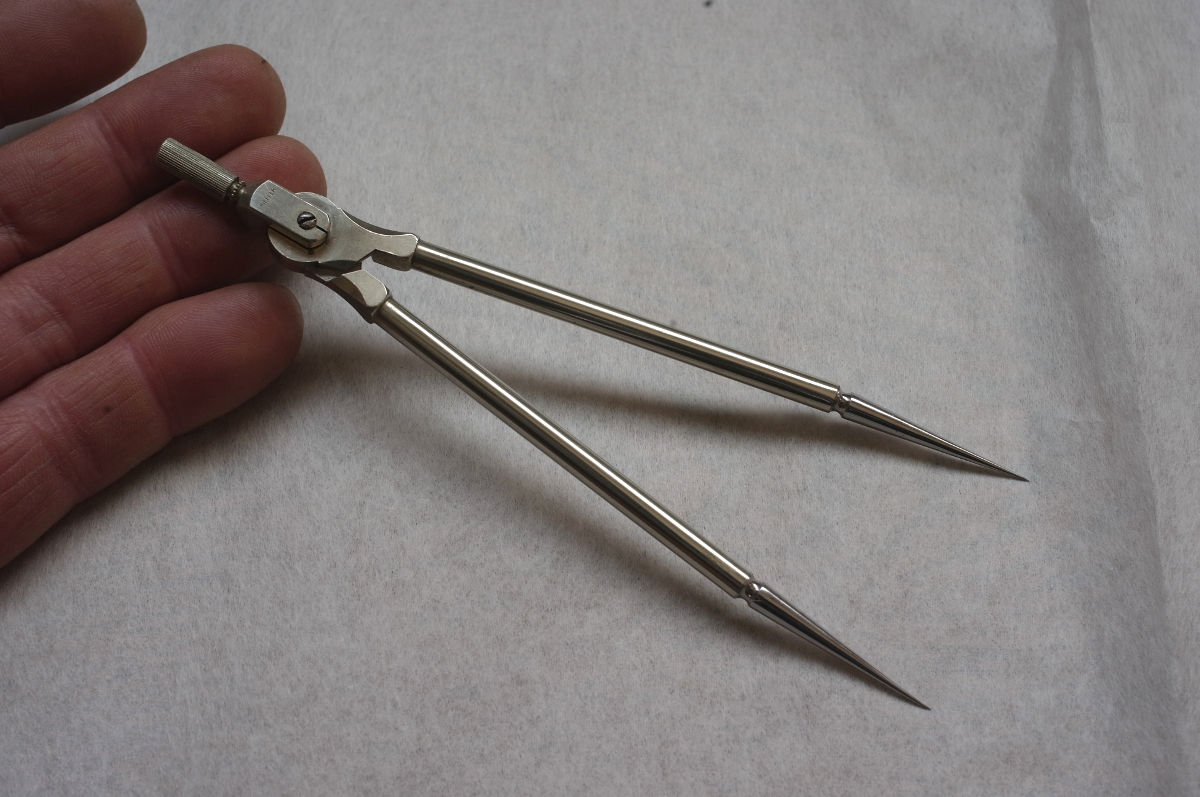
アメリカ合州国のKEUFFEL & ESSER社(以下K&E
とする)のBARCH-PAYZANT (FREEHAND) LETTERING PENSというものだ。

BARCH-PAYZANT LETTERING PENS

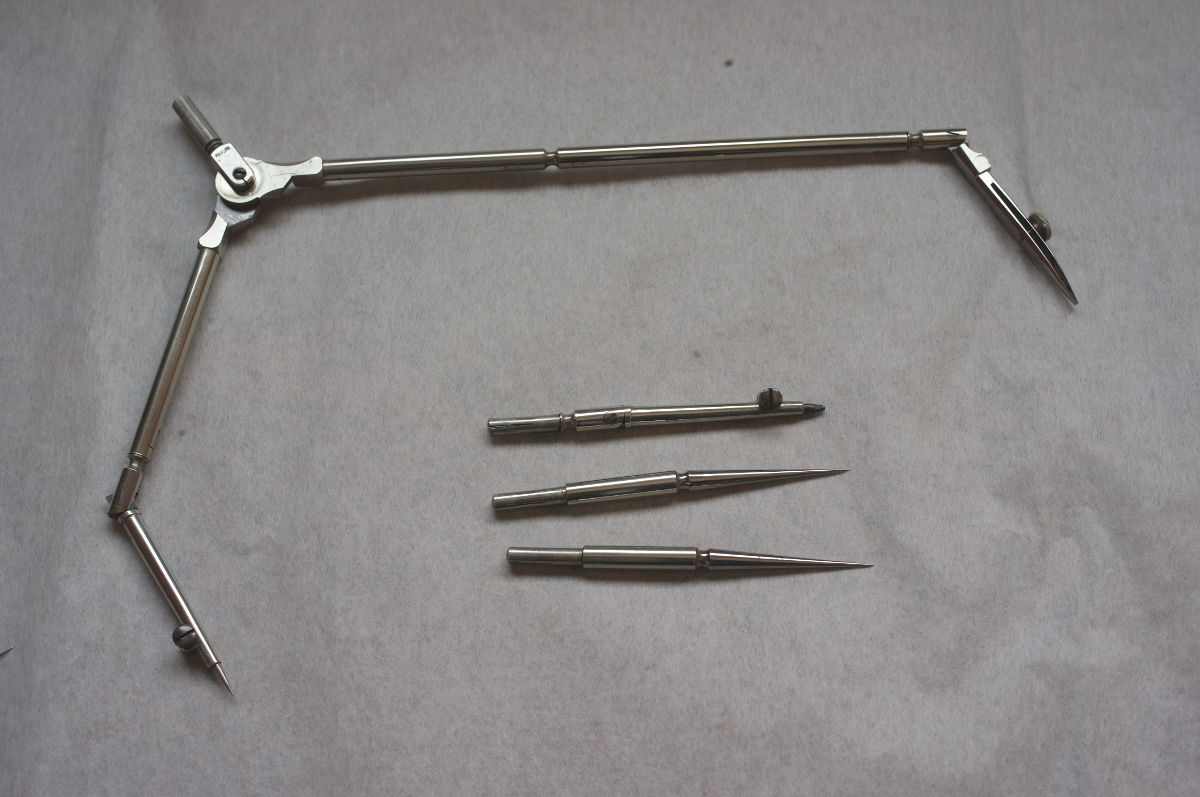
太さの異なる6本組みのセット。ただし箱書きやカタログ表記の組み合わせとは違う。

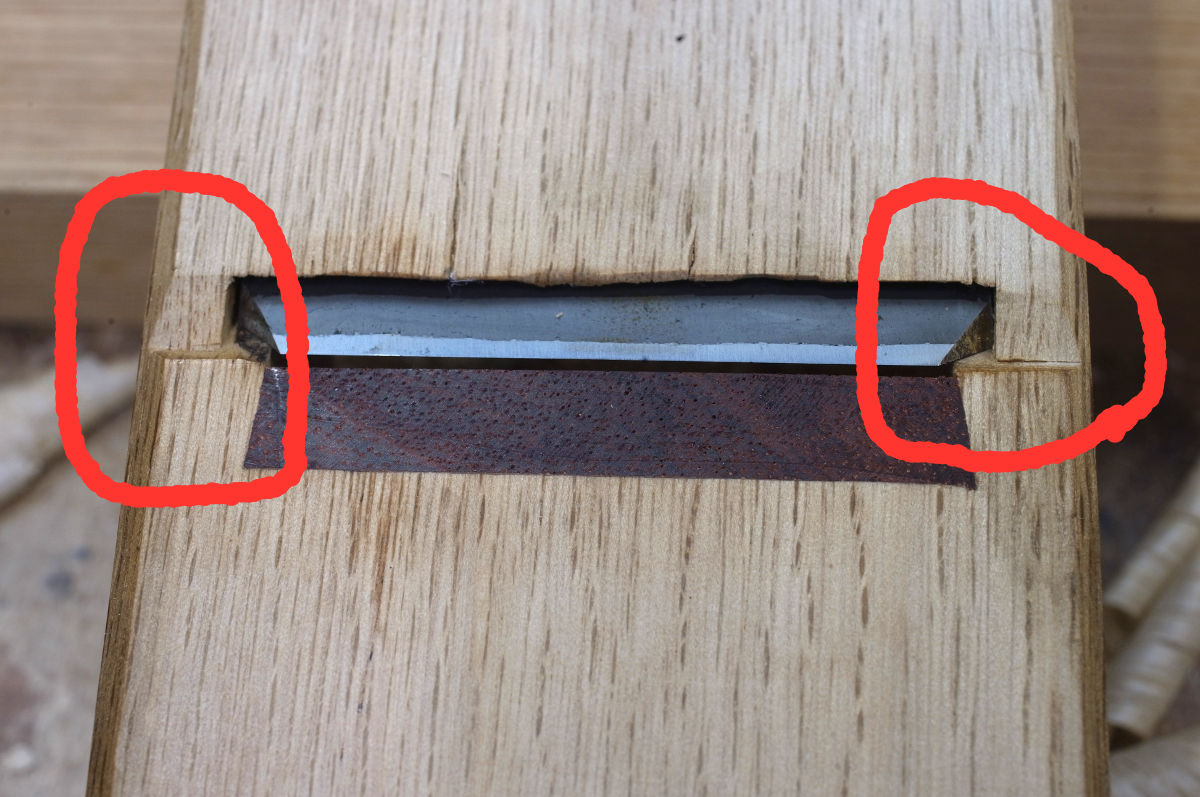
ニブ。#0の標準的サイズ。凹んだ部分にインクを貯める。

ニブ。下から見たもの。
K&Eは、日本では計算尺の会社として知られている。その分野でも世界的にヘンミ計算尺株式会社などとシェアを争っていた。本来は測量機器・製図用品全般を扱う老舗である。このペンの箱書きには以下のようにある
A very practical pen for freehand letterting .
Form a letter at a single stroke.
No dexterity nor knack required.
Save time. Produce neat work
文字通りフリーハンドのレタリング用のペンで由来は良くわからない。カタログを見ると11種類の太さのニブが用意されている。手元にあるN3225というセットはうち6本を選択したものとされているが、その内容(ニブの組み合わせ)は外装の箱書きやカタログと違っている。海外のオークションで求めたもので出品者か元の所有者が間に合わせて数を揃えたのかもしれない。欧米でのカリグラフィとレタリング(lettering)、製図 (draft) の境界というのもよくわからないが、日本の古い製図の教科書(1962年発行)にもこのペンもしくはそのクローンと思われるものが載っている。図の左から2番目がそれである。その他のペンについても手持ちのものがあるが、それはまた別の機会に。
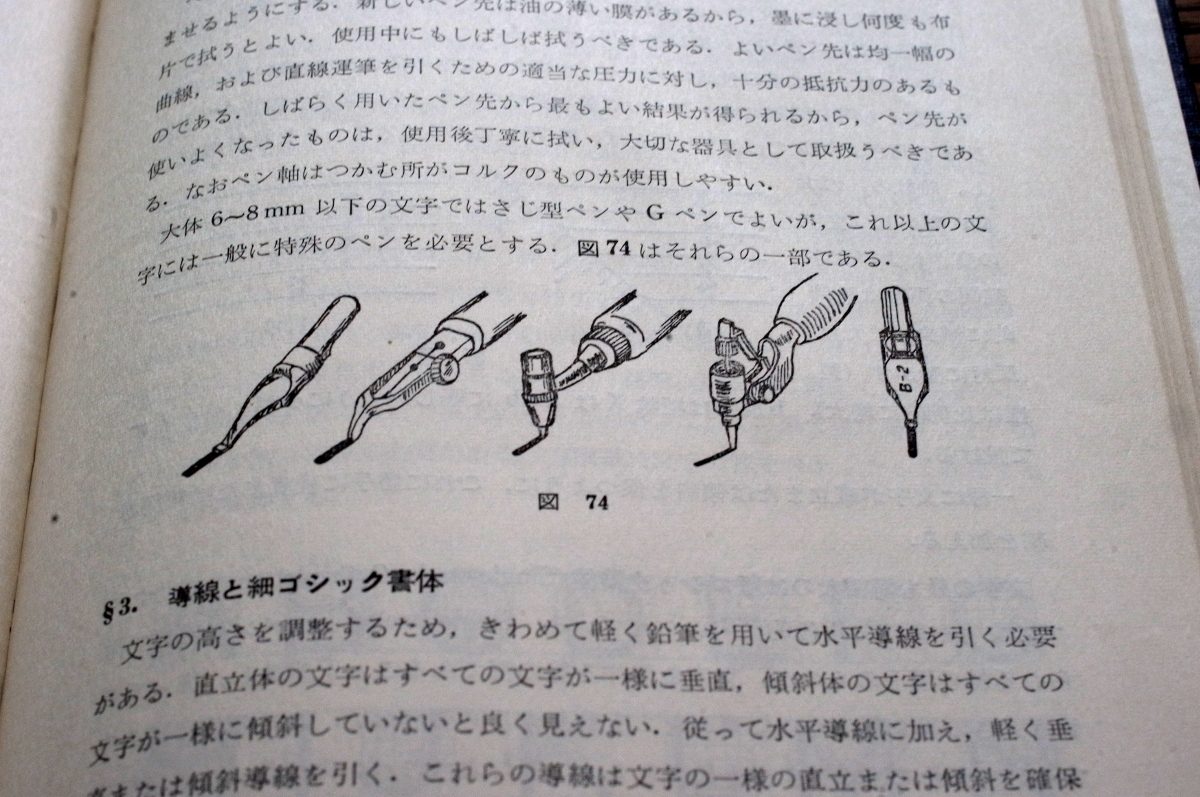
『製図器具と製図技法』
澤田詮亮著 三共出版
本来の使われ方は、まあどうでもよくてこれを使っていたずら書きをしている。見た目のゴツさと裏腹に紙への当たりが柔らかくインクのフローもよく快適だ。インクの持ちが悪いがそれでもいわゆるつけペンよりは随分ましだ。古いロットリングのインクで遊んでいる。
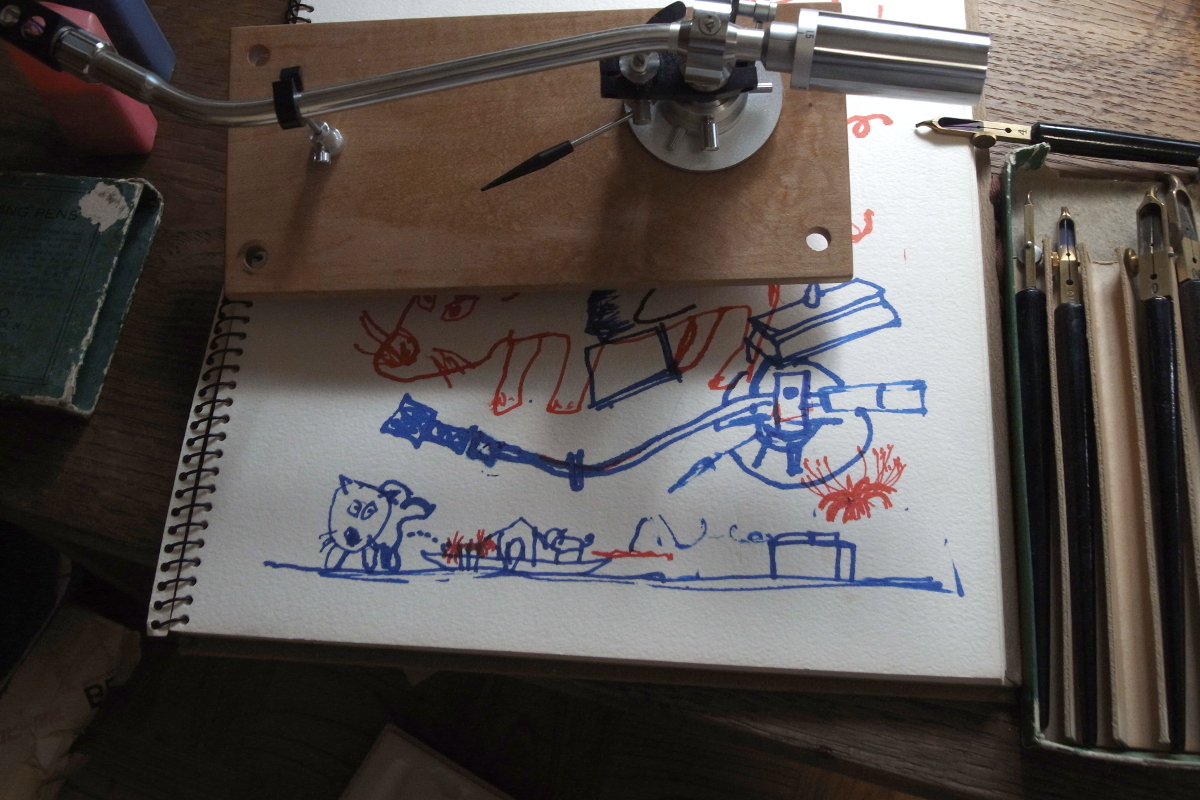
こういう遊びをしていると心が溶かされてくる。